Topic last reviewed: November 2022
Sectors: Downstream, Midstream, Upstream
Heat exchangers are used to transfer heat from one medium to another. These media may be a gas, liquid, or a combination of both. The media may be separated by a solid wall to prevent mixing or may be in direct contact. Heat exchangers are required to provide heating and/or cooling to meet a process requirement. Typically, any direct heat input to the system comes from a furnace or steam. Therefore, any inefficiency in the heat transfer at exchangers will require a higher amount of duty from the furnace or steam.
Heat exchangers can also improve a system’s energy efficiency by transferring heat from systems where it is not needed to other systems where it can be usefully used. In general, the heat exchangers are used to exchange heat between two or more process streams or between process stream(s) and a utility stream, which can be either hot or cold utilities.
The selection between using a direct process-to-process heat exchanger versus using utilities to transfer heat depends on the temperature and pressure required by the process stream and whether there is an available process stream to provide that duty given the temperature approach required. When there is no process stream available, a utility stream is required to provide the heating or cooling duty required.
Several examples of heat exchanger applications follow:
- Waste heat recovery in the exhaust of an electricity-generating gas turbine. Heat can be transferred via a heat exchanger to heat a process stream directly or indirectly via an intermediate heating medium such as water or hot oil. This is the basis for cogeneration. For more information refer to the Combined Heat and Power Info Sheet.
- Utilizing process heat recovery, which can be optimized via the pinch technique for more complex systems (refer to the Pinch Analysis Info Sheet). A specific example of this would be developing a heat exchanger network to recover the heat from a distillation train to preheat the incoming feed and preheating of crude for water/oil separation.
- Using a utility, for example water, steam, hot oil, and molten salt, to provide heat duty to a process stream.
- Using a utility, for example air, cooling water, and refrigerant, to provide cooling duty to a process stream.
- Selection of the type of hot utility mainly depends on the inlet and outlet target temperatures required by the process stream. Other factors for consideration include the specific heat capacity, cost of the utility, and process safety.
Table 1 provides some common heating media and their relative advantages and disadvantages.
Table 1: Heating media
| Heating medium | Applicable temperature range | Advantages | Major constraints |
|---|---|---|---|
| Hot water | 60–90°C |
|
|
| Saturated steam | 100–275°C |
|
|
| Hot oil | 180–300°C |
|
|
| Molten salt | 400–590°C |
|
|
| Flue gas or hot air | 750–1100°C |
|
|
Table 2: Common cooling-media applications
| Cooling medium | Operating range | Temperature range applicability relative to ambient air |
|---|---|---|
| Chilled water | 5–12°C | Below ambient |
| Cooling water | 32–60°C | Ambient–100°C |
| Air | Atmospheric temperature | >60°C |
The two most common cooling utilities (above ambient temperature) are cooling water and air. Refer to the Cooling Systems Info Sheet for more information. Table 2 provides the cooling media that are commonly used and their operating ranges as a guideline for the selection of cooling medium.
The fluids within heat exchangers typically flow rapidly to facilitate the transfer of heat through forced convection. This rapid flow results in pressure losses in the fluids. The efficiency of heat exchangers refers to how well they transfer heat relative to the pressure loss they incur. Modern heat exchanger technology minimizes pressure losses while maximizing heat transfer and meeting other design goals like withstanding high fluid pressures, resisting fouling and corrosion, and allowing cleaning and repairs.
To utilize heat exchangers efficiently in a multi-process facility, heat flows should be considered at a systems level, for example via pinch analysis (refer to the Pinch Analysis Info Sheet for further information). Special software exists to facilitate this type of analysis and to identify and avoid situations likely to exacerbate heat exchanger fouling.
Application of technology
Heat exchangers are available in many types of construction, each with its advantages and limitations. The main heat exchanger types with their relative advantages and disadvantages are provided in Table 3 [Reference 2]. These heat exchanger types have been applied in the industry.
Table 3: Comparison of different heat exchanger types
| Heat exchanger type | Description | Advantages | Disadvantages |
|---|---|---|---|
| Pipe-in-pipe | Equipment consists of two pipes with different diameters inserted one into the other. |
|
|
| Shell-and-tube | The most common heat exchanger design type consists of a parallel arrangement of tubes in a shell. One fluid flows through the tubes and the other fluid flows through the shell over the tubes. Heat exchangers are generally specified by their Tubular Exchanger Manufacturers Association (TEMA) type. Tubes may be arranged in the shell to allow for parallel flow, counterflow, crossflow, or both. Heat exchangers may also be described as having tube layouts in single-pass, multipass, or U-tube arrangements. The exchanger may have one or two heads on the shell and multiple inlet, outlet, vent, and drain nozzles. |
|
|
| Plate-and-frame | Thin parallel plates are stacked together to create broad, parallel channels. The hot and cold fluids flow through alternating channels. The plates are separated with a gasket or by welding and may have patterns to promote turbulent flow. The plates are stacked together and additional plates may be added on gasket designs to increase heating capacity. The flow may be arranged either parallel or counterflow. The large surface area afforded by the plates means that plateand- frame heat exchangers can allow more heat transfer between the two fluids for a given volume relative to shell-and-tube heat exchangers. |
|
|
| Spiral-plate | Made of two metal plates that are wound on each other. One stream of process fluid enters the heat exchanger through the centre and flows from the outside, while the second stream enters from the outside and flows inwards. This creates a close-to-natural backflow. |
|
|
| Printed-circuit | Printed-circuit heat exchangers are composed of chemically etched plates joined by a diffusion bonding process. The resulting block is the core of the equipment that dismisses gaskets or welded joints and enables heat transfer between two or more fluids. |
|
|
Other types of heat exchangers for specialized services include plate-fin, spiral-wound, and multi-stream heat exchangers. These are primarily used in systems below ambient temperature to minimize the refrigerant duty to be provided.
The heat exchangers discussed so far all keep both fluids contained separately. Two categories of heat exchanger exist:
- Open-flow – one fluid is contained and the other fluid is not. Examples include air-cooled heat exchangers, duct coils, or open rack vaporizers.
- Direct-contact – immiscible media are brought into direct contact with each other. Examples include a cooling tower. Refer to the Cooling Systems Info Sheet] for more information.
The relative advantages and disadvantages of air-cooled heat exchangers are provided in Table 4.
Table 4: Air-cooled heat exchangers
| Heat exchanger type | Diagram and short description | Advantages | Disadvantages |
|---|---|---|---|
| Air-cooled | Air fin coolers, also known as air-cooled exchangers, are used to cool fluid with ambient air. The fluid to be cooled will be in the tube. Air fin coolers can be classified as forced draft when the tube section is located on the discharge side of the fan and as induced draft when the tube section is located on the suction side of the fan. |
|
|
A comparison of heat exchanger key parameters is summarized in Table 5.
Table 5: Heat exchanger key parameters
| Description | Shell-and-tube | Plate-and-frame | Spiral-plate | Printed-circuit | Air-cooled |
|---|---|---|---|---|---|
| Efficiency | Moderate | High | High | High | Moderate |
| Footprint | High but not as high as air fin cooler | Moderate | Small | Small | Large |
| Range of applicability (temperature, pressure, and transients) | High | Moderate | Low | Low | Moderate |
| Suitability to be used in fouling service | Yes | No | No | No | No |
The following sections highlight specific improvements to the existing heat exchanger design to improve heat transfer.
Specific features for shell-and-tube heat exchangers
Flow-deflecting features are often installed in shell-and-tube heat exchangers to improve the heat transfer between the fluids by creating more turbulent flow of the shell-side fluid and more perpendicular flow across the tubes. Such features should be carefully designed to minimize pressure losses and the formation of ‘dead zones’. Dead zones are regions of slow or stalled fluid flow which can lead to fouling (deposition of solids) in the heat exchanger.
Common flow-deflecting features include:
- Segmental baffles: staggered perpendicular barriers each blocking a fraction of the shell side, including single-segmental, double-segmental, triple-segmental, and no-tube-inwindow baffles – the choice is based on the desired shell-side pressure drop
- Disc-and-doughnut baffles: staggered circular and annular barriers force the shell-side flow alternately away and towards the axis of the shell
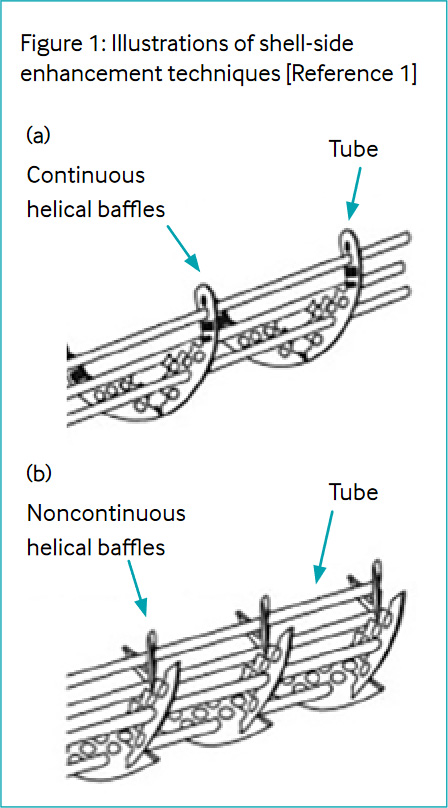
- Helical baffles: angled to promote a spiralling flow around the shell side. An example of the helical baffle arrangement is shown in Figure 1
- Rod baffles: grids of rods, usually perpendicular to the shell axis – tubes run axially through the spaces between the rods
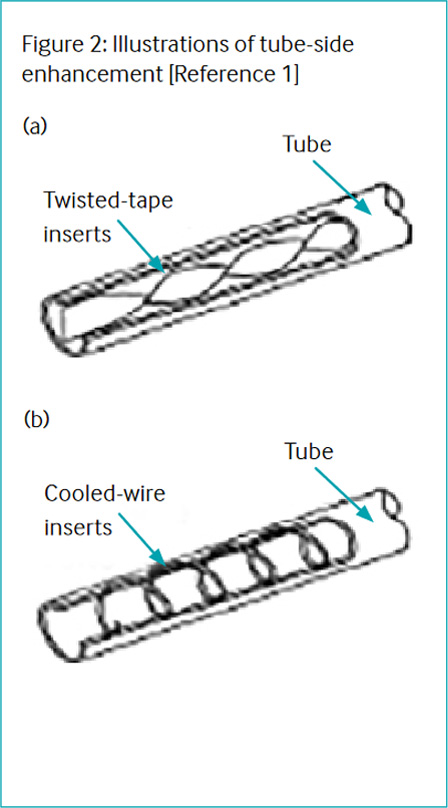
- Tube inserts: inserts, such as long wire coils, placed inside the tubes to promote turbulent flow and minimize fouling. This is illustrated in Figure 2.
- Twisted-tube’ design: results in spiralling flow in both the shell-side and tube-side fluids, which can potentially increase the heat transfer with relatively low pressure drops. This is illustrated in Figure 2.