Topic last reviewed: November 2022
Sectors: Downstream, Upstream
Fuel-fired equipment (e.g., furnaces and boilers) combust fuel with the purpose of releasing chemical energy as heat. For industrial applications, they generate heat or steam for direct use in processes or for operating other equipment such as steam turbines (to produce shaft power) or as enablers for chemical reactions. The information here is applicable for equipment where combustion is occurring, excluding, equipment such as thermal oxidizers, gas turbines, or flare systems.
The combustion efficiency of any combustion process is dependent on the amount of oxidant (air) that is used in relation to the amount of fuel (excess air versus reaction stoichiometry) and on how well they are mixed. Controlling this air/fuel mixture ratio, while still maintaining adequate mixing and minimizing waste heat, is key to maintaining high thermal system efficiencies and minimizing methane slip from incomplete combustion.
Nearly 80% of all the improvements in energy performance in the industry derive from fuel combustion management. Improvements in the original equipment design, increased reliability, waste heat management, proper monitoring, proper maintenance, frequent cleaning, and the use of key operating parameters (oxygen percentage, O2, at arch, draft, etc.) are levers for enhanced energy efficiency.
Some commonly used techniques to decrease fuel usage and improve energy efficiency and combustion equipment performance are as follows:
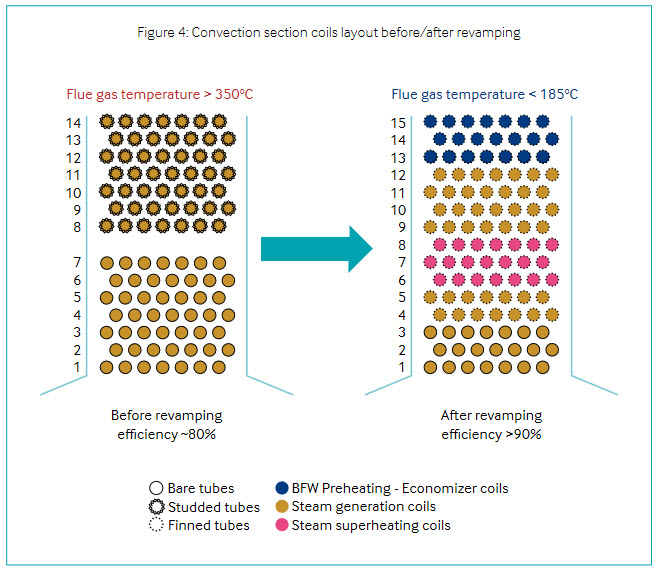
- Flue gas energy recovery: additional boiler feedwater preheating, steam generation, or steam superheating, combustion air preheating, process preheating, thermal oil heating, fuel preheating
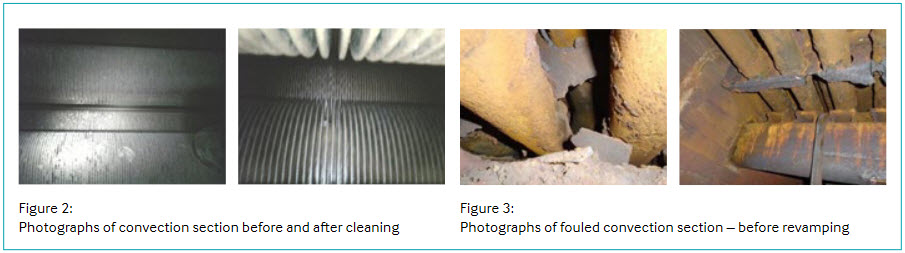
- Effective continuous monitoring (fuel flow rate, flue gas temperature, excess air, O2, etc.), spot-specific flue gas measurements (carbon monoxide content, nitrogen oxides – NOx, sulphur oxides – SOx, particles), cleaning of heat transfer surfaces (soot blower depending on the fuel type), cleaning of online/offline tubes, proper maintenance, and frequent equipment inspection
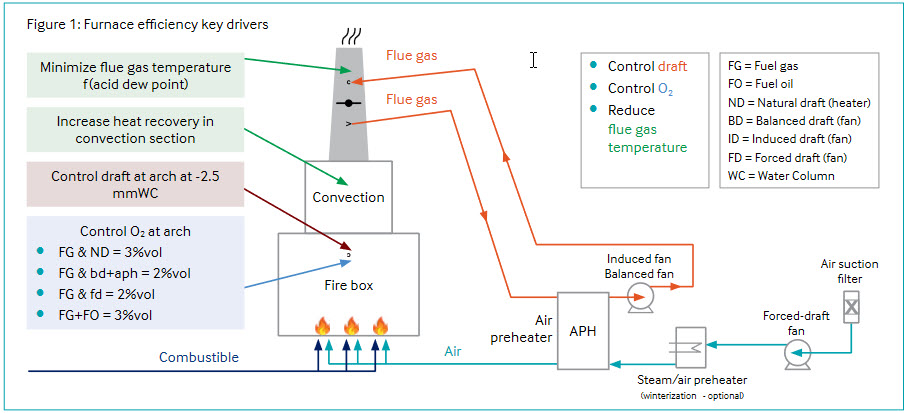
Energy efficiency key drivers for a furnace are illustrated in Figure 1.
For a boiler, the same energy-efficiency guidance principles are also applicable.