Topic last reviewed: June 2023
Sectors: Downstream, Midstream, Upstream
Introduction
Electric motors represent over 80 per cent of electricity use at a refinery or onshore oil and gas production facility. Of the motors used, the largest percentage is for driving pumps. The remainder is for compressors, fans, and some other smaller applications . In offshore applications [Reference 1], the percentage of electricity used to drive motors is lower since large gas turbine drivers are often used to first generate electricity.
To best optimize the efficiency of electric motors, a ‘systems approach’ should be used to identify potential savings and performance enhancement. This approach looks at the entire drive system or process, including the motor itself, coupling to the load, drive load, motor controls, as well as engineering and maintenance. By focusing on the system as opposed to the motor only, the system can be configured to reduce maintenance costs, energy use, and improve reliability.
It is important to stress that for many critical motor applications, motor failure will result in a very large loss profit opportunity (LPO). Therefore, there is typically a strong desire to improve reliability, especially with the severe duty cycle experienced in the industry.
For oil and gas applications, most motors will need to meet API 541/547 standards. Key aspects of efficiency improvement for each component of drive systems are detailed below.
Electric motor efficiency aspects
Higher efficiency motors
High efficiency motors save energy. They have better designs, materials, and tighter tolerances than typical motors. They have less vibration, sometimes run cooler, and often have higher service factors. When a motor needs replacing or rewinding, it may be advantageous to switch to a high efficiency motor.
Historically, the USA and European countries set up the following efficiency classes for low voltage motors. These classes do not exclude API 541 specified motors. There are currently directives in both Europe and the USA to increase the efficiency of motors.
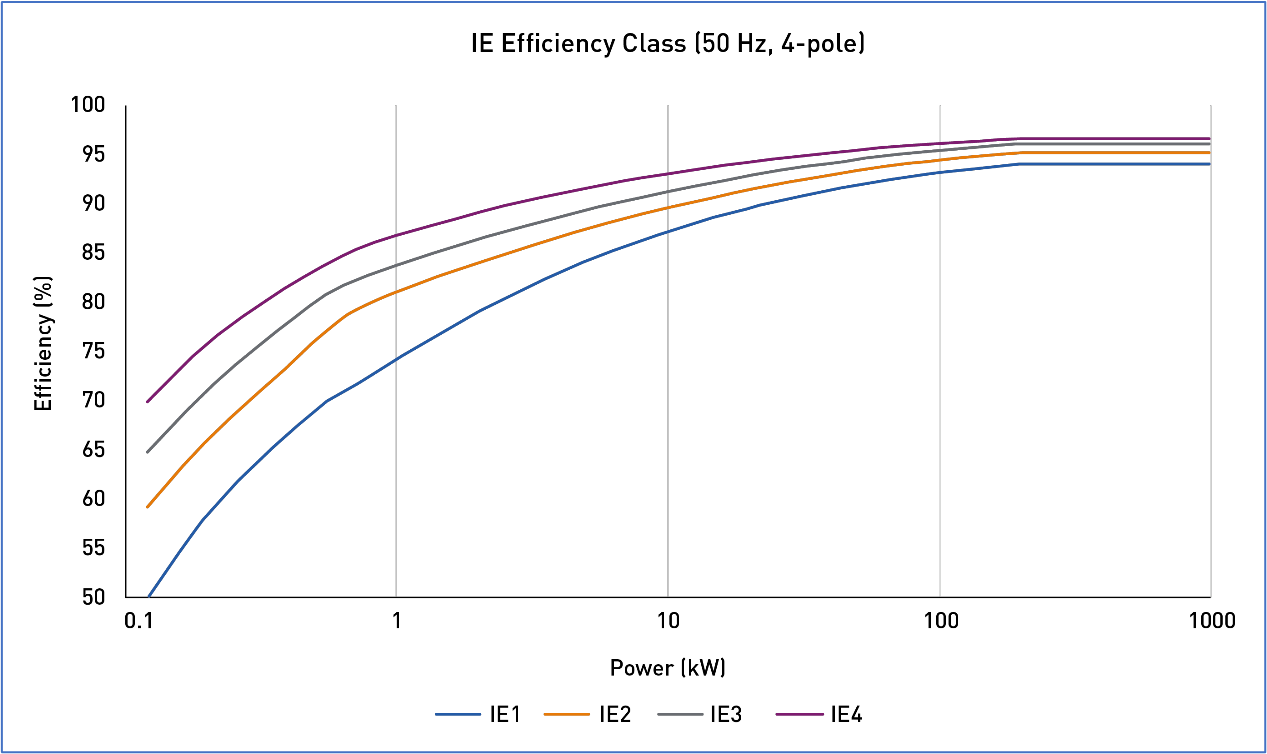
- Standard efficiency = IE1 (International Efficiency; worldwide)
- High efficiency = IE2 (worldwide), identical to EPAct (Energy Policy Act; US)
- Premium efficiency = IE3 (worldwide), identical to NEMA (National Electrical Manufacturers Association) premium (US)
- Super premium efficiency = IE4
Figure 1 shows a comparison of the efficiencies for the standard classifications. Efficiency classes come in bandwidths. When considering replacement of a lower-class motor with a higher-class motor, actual efficiencies should be compared. For example, a top IE2 motor's efficiency may be very close to a bottom IE3.
Although switching an existing motor to a higher efficiency motor offers energy savings, the switch is often not straightforward. Higher efficiency motors, when compared to a lower efficiency class equivalently rated motor, generally have a lower shaft height, while at the same time have a longer core (thus body) length. The new high efficiency motor may not fit, and the base frame may need adjustment. High efficiency class motors also have a higher starting current, resulting in a higher starting volt drop. The contactor in the motor control centre (MCC) is likely not rated for this higher starting current, and the cable may need to be replaced.
Sizing of motors
Motors that are too large result in excess energy losses. This can be more common in upstream than downstream due to greater uncertainty about reservoir characteristics and the change in reservoir conditions over the life of the asset. It is also common in downstream as company standards cause engineers to oversize components.
Replacing oversized motors could save 1.2 per cent of current electric motor consumption, on average, for the US petroleum industry [Reference 2] , though this might cause a design to go against company standards. A good option to consider in upstream is to design modular systems so that extra capacity can be removed where appropriate. An example might be installing three 50 per cent pumps instead of two 100 per cent pumps.
Coupling efficiency aspects
Gears are used in some systems to convert motor speed to the required speed. Some types of gears (such as worm gears with very high gear ratios) can be very inefficient. The larger the gear ratio and the more gear ratios used, the lower the efficiency. High gear losses can be avoided by using a motor with a pole number and respective speed closer to the desired rpm of the driven equipment. If a gear is not used to provide maximum torque at low speed, a variable speed drive (VSD) can provide a better alternative. There are also some hybrid VSD systems using a mechanical planetary gear with frequency-controlled servo motors. In many newer applications, gears are avoided by an integrated direct-drive, direct coupling of the motor to the machine (pump, fan, compressor, and so on), eliminating the need for intermediary mechanical equipment.
Transmissions are used in some applications to adjust the motor speed to the application and allow some soft connection between the two for vibration and so on. The traditional V-belt has maximum friction but also high energy losses. Efficiency is around 95 to 98 per cent when new but drops to 93 per cent after significant use [Reference 3] . Flat belts provide far lower friction losses and can reach 98 to 99 per cent efficiency. Roller chains made from steel can reach 98 per cent efficiency. As with gears, many newer systems are integrating direct drive, direct coupling, to avoid intermediary equipment.
Efficiency aspects of motor driven loads
Integrating the components of an electric motor drive system can provide opportunities for improved energy efficiency. Pumps used for transport of fluids, such as water or oil, are available integrated or separate (with motors and pump wheels assembled at the application site).
A major impact on the efficiency of pumps is the operating point versus the optimal point. Constant flow systems can be sized to operate close to the maximum efficiency point, however, many applications have a variable load so the pump must work at a changing flow with pressure moving away from optimal efficiency.
The efficiency of fans varies with size (flow, diameter, power) and type of gas. As with pumps, fans with constant flow systems can be sized to the maximum efficiency point, but changing flow and pressure causes the fan to move away from optimal efficiency. Only large fans, with adjustable blades, can avoid this reduction in efficiency. The energy demand of fans is dependent on the design of the entire installation, the components, and the running conditions. Optimal design and technology can reduce energy consumption.
Variable speed drives (VSDs)
VSDs (used interchangeably with VFDs (variable frequency drives)) are used to match the speed of the motor to load requirements. In applications without VSDs, load matching is achieved using dampers, throttles, control valves, and bypasses.
VSDs offer the best efficiency in variable torque applications (centrifugal loads like pumps and fans) because the energy required to drive the load is proportional to the cube of the load speed. Therefore, any decrease in the magnitude of driven load results in a decrease in the power required.
VSDs use a control technology to adjust both the frequency and voltage delivered to the motor, to match the required speed and torque as demand changes. This electronic controller sits between the electric grid and the motor.
In additional to their sizeable upfront cost, VFDs are complex electrical equipment that introduces maintenance requirements and potential failure points. In addition to comparing the total operating costs of the different options of motor controls, a reliability, availability, and maintainability (RAM) analysis should also be included in the design process to capture the different options' risk ranking. It is often difficult to economically justify a VFD unless it is included in the initial design.
There are also some hybrid VSD systems for large, high-voltage systems that use a mechanical planetary gear with frequency-controlled servo motors. These systems are alternatives to full-scale VFDs. Though typically more expensive than a VFD, they claim to be more efficient.
Engineering/maintenance practices
Rewind vs. replace
Rewinding (rebuilding) motors can result in a one to two per cent drop in efficiency. For this reason, a cost benefit analysis should be completed prior to rewinding to determine if purchasing a new, higher efficiency motor is economically advantageous.
The problem is that rewinding is relatively quick (sometimes two weeks), whereas purchasing a new motor takes time to order, have built, and installed. There is often more engineering and management of change. Therefore, large motors are often rewound when they fail.
Some additional information on rewinding compared to replacing can be found in Reference 4 [Reference 4].
Reduce/eliminate idle time
Though uncommon in the oil and gas industry, motors are sometimes left to idle, due to the belief that it is more economical than stopping and restarting the motor. While start-up energy demand is higher than operating demand, the start-up period is brief and is usually less than one minute of additional running time. Since motors are designed to be started, the stresses caused by more frequent starts should not be an issue, provided the start rate given in NEMA MG (National Electrical Manufacturers Association Management Guide) 10-2001 is not exceeded. When the NEMA start rates are exceeded, soft starters can be used to reduce the risk of premature motor failure. Idling motors use energy unnecessarily and should always be shut down if they will not be needed for intervals longer than those identified in the NEMA document. Automatic shutdown timers are effective at reducing the idling time of motors, without the need for additional oversight [Reference 5] .
Technology maturity
| Commercially available | Yes |
|---|---|
| Offshore viability | Yes |
| Brownfield retrofit | Yes |
| Years of experience in the industry | 21+ |
Key metrics
| Range of application | All electric motor driven systems |
|---|---|
| All electric motor driven systems | Efficiency gains will come primarily from matched components including IE3 motors, VFDs and direct drive integration. Savings will come from abandoning transmissions, low efficiency gears and throttles, dampers, bypasses, and so on. Efficiency gains over direct drive equipment when looking at the integrated system. i.e., Power GT, EM driving pumps and compressors vs Power GT direct coupled to pump and another for compressor etc. The overall efficiency of the system is greater for EM. |
| Motor efficiency key performance indicators (KPIs) | Leading KPI: motor load percentage Lagging KPI: efficiency |
| Greenhouse gas (GHG) reduction potential | More efficient motors can reduce GHGs. Offshore motors reduce GHGs by bringing power from shore instead of inefficiently producing power in gas turbines. |
| Time to engineer and install | Varies depending on size of motor system but generally can be completed in less than two years. |
| Typical scope of work description | Work begins by analyzing the projected power input at each unit at the facility (for new construction) or analyzing the actual power input (for existing facilities). A motor that will provide the required power is chosen for each unit and put into place. To optimize performance, the design engineer must configure the system to avoid inefficiencies and energy losses. For example, motors that run closer to full load usually operate much more efficiently than operating at 50 per cent load, or at a reduction in the service load or load factor. Systems with inefficient motors and drives can increase power costs and maintenance. Optimal motor systems can be achieved if the design includes a life-cycle cost analysis to select the best equipment, and then carefully operate and maintain the equipment for peak performance. |
Decision drivers
| Technical | Load Type: constant or variable load, variable or constant torque Driven Load Application: Pumps, fans, compressors, etc. Reliability and ruggedness, particularly for installations that are remote, or motors that will be serving key or particularly strenuous processes. |
|---|---|
| Operational | Specialty operational requirements, such as explosion-proof or complete-enclosure motor units, based on the function they will serve. Duty cycle: time of operation and load during operation. |
| Commercial | Economics are typically driven by the electricity savings compared to the incremental capital costs for a more efficient motor. It is more difficult to justify the additional cost when the power is produced from gas onsite which is relatively free. |
| Environmental | GHGs come from Scope 2 emission from the imported power. Certain models are quieter, reducing the noise pollution of the plant if in a sensitive area. |
| Economic rule-of-thumb | Considered over a 20-year service life, initial purchase price typically represents 1 per cent of total cost of ownership. Power costs represent 90 per cent of costs (downtime five per cent, rebuild four per cent and purchase price 1 per cent). Additional prices for VFD are much higher than one or two additional efficiency classes. |
Alternative technologies
Natural gas engines
For certain applications, gas engines can be used in place of electric motors where a fuel source is readily available. These engines can be reciprocating, rotary, or turbine engines and are commonly used in remote locations with limited or no access to electrical power. Changing these to electric motors (if a grid connection is available) can reduce GHG emissions.
Copper rotor motors
For applications up to 20 horsepower, new copper rotor motors have been developed. They are ultra-efficient due to the replacement of the aluminium squirrel cage with a copper one. The losses on this new motor are up to 15 per cent below those of comparable NEMA premium efficiency motors and have a long motor life [Reference 6] . Currently, none of the major motor manufacturers for oil and gas applications make these.
Permanent magnetic motors and switched reluctance motors
These are two types of motors that could be used instead of typical induction motors.
Opportunities/business case
Improving the efficiency of electric motors is typically a long-term process. The immediately beneficial strategy is to begin monitoring for voltage inbalances for all motors, as it is easy to adjust on a case-by-case basis. Evaluations should be done on reducing motor idling time, which requires the entire process to be considered. While these evaluations are more involved than fixing imbalances, they can increase the motor’s power factor when performed in conjunction with adding capacitors and/or adjusting the voltage to key motors. The long-term, more significant improvements, occur each time a motor fails or needs to be rewound. Replacing the old motor with a highly efficient motor may be a good investment if the old motor has to be replaced regardless.
Industry case study
Motor resizing/variable speed drives
This case study is an example of extremely oversized pumps that were fixed by resizing existing motors and adding variable frequency drives (a type of VSD) to others. At one refinery, the vacuum gas oil plant was converted to a diesel hydrotreater. This caused all the pumps to be oversized, with some operating at efficiencies as low as 40 percent. The refinery kept using the pumps, but suffered significant additional vibration, decreased hydraulic efficiency, and had failures in seals and bearings almost once a year. For a total investment of USD 1.2 million, the refinery installed two variable frequency drives: one on the product transfer pump and one on the primary feed pump. Together, these drives saved USD 340,000 per year. In addition to the VSDs, two other pumps were resized to operate better in their new roles. An additional savings of USD 410,000 per year was gained by the resizing, giving the entire project a payback of about 1.6 years. Since the upgrade, there has been much less vibration and many fewer seal and bearing failures. Process control at the facility has improved [Reference 7]
References
- Worrell, E, Corsten, M, and Galitsky, C. ‘Energy efficiency improvement and cost saving opportunities for petroleum refineries: An ENERGY STAR® guide for energy and plant managers.’ In Energy Star. February 2015.
- Worrell, E, Corsten, M, and Galitsky, C. ‘Energy efficiency improvement and cost saving opportunities for petroleum refineries: An ENERGY STAR® guide for energy and plant managers.’ In Energy Star. February 2015.
- Waide, P. and Brunner, C. ‘Energy–efficiency policy opportunities for electric motor-driven systems.’ In International Energy Agency, 2011
- Sajovic, J. ‘Impact of rewinding on motor efficiency.’In GE Motors, December 17 2011.
- U.S. Department of Energy. ‘Energy tips: motor systems; turn motors off when not in use.’ InEnergy Efficiency and Renewable Energy: Advanced Manufacturing Office. November 2012.
- U.S. Department of Energy. ‘New motor technologies boost system efficiency.’ Reliable Plant. 2008.
- U.S. Department of Energy. ‘Variable speed pumping: a guide to successful applications, executive summary.’ Energy Efficiency and Renewable Energy. May 2004.